Vous avez un atelier qui tourne, des outils pneumatiques qui réclament de l’air, et cette question qui revient : faut-il vraiment passer au triphasé ? La réponse est simple. Si votre compresseur monophasé chauffe, si votre disjoncteur saute dès que la clé à chocs s’active, ou si vous devez attendre que la cuve remonte en pression entre deux utilisations, le triphasé n’est pas un luxe. C’est une nécessité technique.
La limite du courant domestique 220V monophasé est vite atteinte : au-delà de 3 ou 4 CV de puissance, l’appel de courant au démarrage devient brutal et le moteur fatigue. Le courant triphasé 400V, lui, est le standard en atelier, dans les garages, les menuiseries et les bâtiments agricoles. Il alimente des moteurs de 5,5, 7,5, 10 CV et bien plus, avec une régularité mécanique que le monophasé ne peut pas offrir. Concrètement, là où un petit compresseur de bricolage s’essouffle, une station triphasée débite, sans temps mort, pour alimenter en continu des applications gourmandes : pistolet à peinture, sableuse, clé à chocs ½” ou gonflage de gros volumes. Pensez au triphasé comme à une autoroute à trois voies : le flux est continu, stable, et chaque phase se relaie pour lisser l’effort.
Pour vous éviter les erreurs de dimensionnement, utilisez notre calculateur ci-dessous. En quelques clics, il détermine pour vous le débit, le volume de cuve et la puissance moteur exacts que votre parc d’outils exige.
Quel compresseur triphasé pour vos outils pneumatiques ?
Débit recommandé : 702 L/min
- Débit (m³/h) : 42,1 m³/h
- Volume de cuve optimal : 500 L
- Puissance moteur min. : 4,4 kW / 5,9 CV
Calcul basé sur 2 outils en usage régulier à 8 bars, avec une marge de sécurité de 30 %.
Pourquoi choisir un compresseur triphasé pour votre atelier ?
Passer au triphasé transforme la productivité d’un atelier. Là où un moteur monophasé subit un appel de courant violent à chaque démarrage, un moteur triphasé bénéficie d’un couple de rotation constant et d’un meilleur rendement. Concrètement, pour une même puissance électrique consommée, le triphasé restitue plus d’énergie mécanique. La chauffe est réduite, le glissement moteur quasi nul, et vous avez la garantie de tenir un service continu sans que le thermique ne coupe votre production.
Techniquement, le triphasé permet de dépasser allègrement les 5 CV de puissance, là où le monophasé domestique commence à saturer. Les professionnels de la carrosserie, de la menuiserie ou du poids lourd l’ont bien compris : un compresseur triphasé est la seule solution pour alimenter une sableuse, un pistolet à peinture de qualité ou une clé à chocs de 1″ en cycle soutenu. C’est la condition sine qua non pour une installation fixe et un réseau d’air fiable.
Les spécifications techniques à maîtriser
Avant de choisir un modèle, il faut parler le même langage technique. Les trois données qui font la différence entre un compresseur qui répond à vos besoins et un investissement inadapté sont la tension d’alimentation, la puissance moteur et le débit d’air réel. Prenez le temps de bien les comprendre, car un seul chiffre mal interprété peut conduire à un sous-dimensionnement coûteux ou à une usure prématurée.
Tension, puissance et débit : le trio indispensable
Votre compresseur portera la mention 400V triphasé. C’est sa tension d’alimentation, celle que vous devez avoir dans votre atelier. La puissance du moteur est exprimée en CV (chevaux-vapeur) ou en kW. Pour convertir, retenez que 1 CV équivaut à environ 0,74 kW. Un moteur de 5,5 CV, typique pour un atelier, développera donc environ 4 kW. C’est robuste, mais ce n’est pas le chiffre le plus important.
Le critère roi, celui qui détermine ce que vous pourrez vraiment brancher, c’est le débit d’air. Et là, l’erreur la plus fréquente est de confondre débit aspiré et débit restitué. Le débit aspiré, c’est le volume d’air que le compresseur avale en théorie. Le débit restitué, ou débit utile, c’est ce qui sort réellement de la cuve, mesuré à une pression de service de 7 bars.
C’est ce chiffre, exprimé en m³/h ou en L/min, qui vous intéresse. Pour un petit atelier, un débit restitué autour de 15 m³/h peut suffire. Pour une utilisation vraiment intensive avec plusieurs outils simultanés, il vous faudra dépasser les 50 m³/h. Vérifiez toujours cette valeur sur la documentation officielle ; elle conditionne directement le nombre d’outils que vous pourrez alimenter en même temps.
Volume de cuve : comment l’adapter à votre consommation d’air
Le volume de la cuve, ce n’est pas une réserve d’énergie magique. Trop d’utilisateurs pensent qu’une grosse cuve compense un petit moteur. C’est faux. La cuve sert de tampon : elle stocke de l’air comprimé pour amortir les pics de consommation et éviter que le moteur ne démarre à chaque impulsion sur une visseuse. Elle lisse la demande, mais elle ne la crée pas. Si votre débit est insuffisant, une cuve de 500 litres finira par se vider ; simplement, cela prendra un peu plus de temps.
Les tailles standards répondent à des usages précis. Une cuve de 100 litres, souvent montée sur roues, convient à un poste mobile ou à un usage semi-professionnel de dépannage. Les cuves de 200 à 300 litres sont le cœur du marché atelier : elles offrent un bon compromis entre encombrement et autonomie pour une activité soutenue. À partir de 500 litres, vous entrez dans le domaine des installations fixes, conçues pour rester à leur place et alimenter un réseau d’air. Plus le volume est important, moins le moteur cyclera, ce qui réduit l’usure, mais il faut aussi plus de temps pour la première montée en pression. Choisissez votre cuve en fonction de votre consommation d’air continue, pas de vos pointes.
Technologie de compression : piston simple ou bi-étagé ?
Sous le capot, presque tous les compresseurs d’atelier utilisent la technologie du piston. Un vilebrequin entraîne des pistons qui compriment l’air, comme un moteur de voiture à l’envers. Mais il y a une différence majeure entre un système simple et un système bi-étagé.
Imaginez que vous deviez gonfler un pneu de vélo de 0 à 11 bars. Avec un piston simple (mono-étagé), vous comprimez l’air en une seule étape. C’est efficace, mais la chaleur générée est importante pour des pressions élevées, ce qui réduit le rendement. Avec un compresseur bi-étagé, l’air est d’abord comprimé à une pression intermédiaire dans un premier cylindre, refroidi, puis comprimé à nouveau dans un second cylindre pour atteindre la pression finale de 11 bars.
Le résultat ? Un rendement bien meilleur, une température de fonctionnement plus basse, et un air plus sec en sortie. C’est la configuration idéale pour la peinture ou le sablage intensif où la qualité et la constance de l’air sont primordiales.
Enfin, regardez l’entraînement. Un entraînement par courroie est la norme sur les triphasés professionnels. La courroie absorbe les chocs et les vibrations, ce qui réduit le bruit et préserve le moteur, mais elle demande un entretien régulier (tension, usure). L’entraînement direct, où le bloc compresseur est en bout d’arbre moteur, est plus compact et sans entretien, mais souvent plus bruyant et réservé à des puissances moindres. Pour un atelier, le système à courroie reste le choix de la durabilité.
Comment dimensionner un compresseur triphasé pour vos outils pneumatiques
Passons au concret. Vous n’achetez pas un compresseur pour ses spécifications abstraites, mais pour qu’il fasse tourner vos outils. Le dimensionnement est l’étape la plus cruciale, et la méthode est rigoureuse. La voici, pas à pas.
Premièrement, listez tous les outils pneumatiques que vous êtes susceptible d’utiliser simultanément. Une clé à chocs ½” peut consommer jusqu’à 400 L/min, un pistolet à peinture de carrosserie entre 200 et 350 L/min, une ponceuse orbitale autour de 300 L/min. Additionnez ces consommations. Ce total représente votre besoin théorique à un instant T.
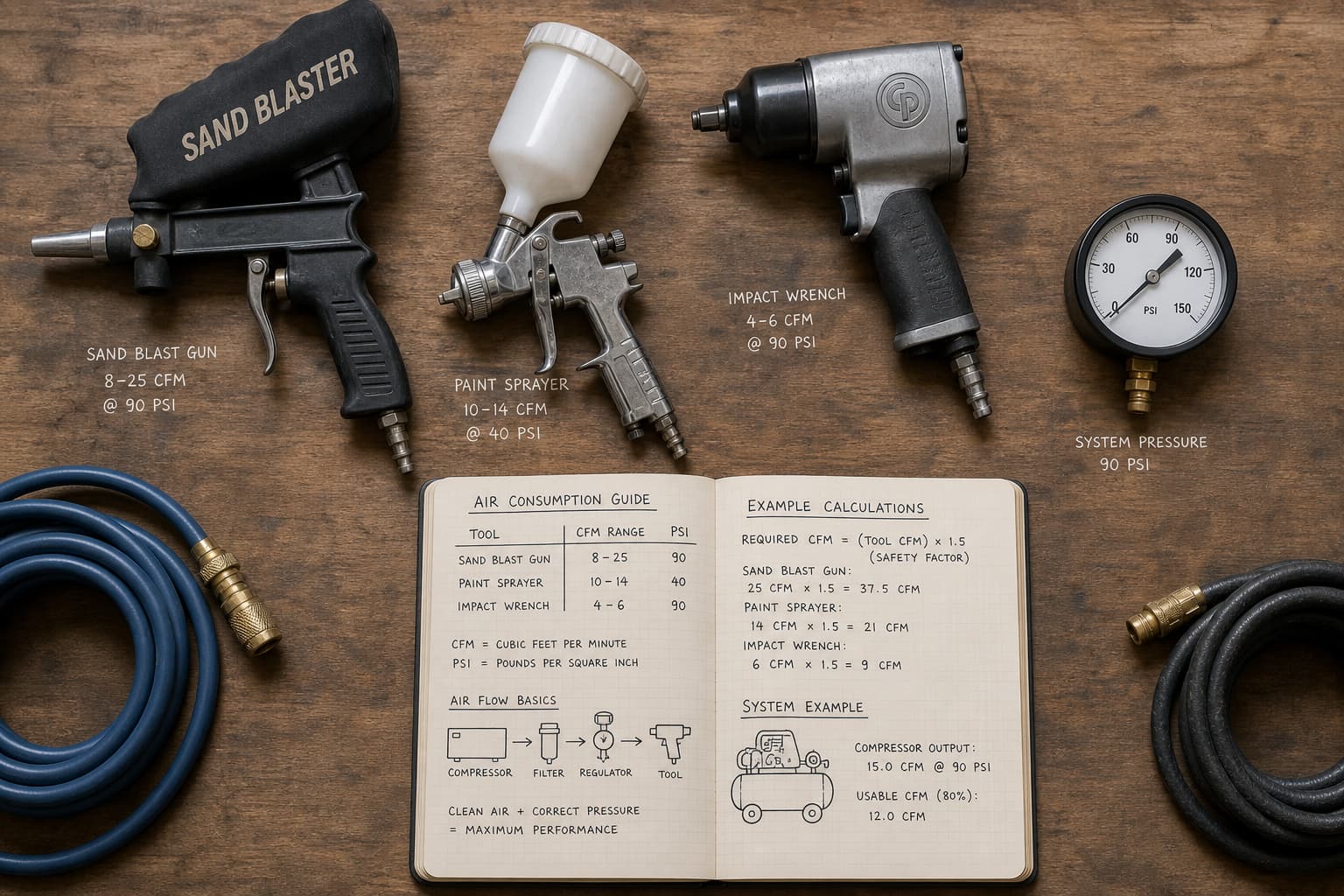
Deuxièmement, un compresseur ne peut pas fournir son débit maximal 100% du temps sans risquer la surchauffe. C’est ce qu’on appelle le facteur d’utilisation, généralement autour de 60 à 70 % pour un compresseur à piston professionnel. Vous devez donc ajouter une marge de sécurité d’au moins 30 % à votre consommation totale calculée. Si l’addition de vos outils donne 800 L/min, visez un compresseur avec un débit restitué d’au moins 1040 L/min, soit environ 62 m³/h. Cette marge est votre assurance contre les baisses de pression en cours de travail et l’usure accélérée du moteur qui cyclerait sans cesse.
Pour vous aider à vous situer rapidement, voici une matrice de choix par grand type d’usage.
| Type d’usage | Volume de cuve recommandé | Débit restitué minimal (m³/h à 7 bars) | Pression max (bars) | Exemples d’outils typiques |
|---|---|---|---|---|
| Atelier professionnel lourd | 500 L | > 50 m³/h | 11 bars | Sableuse, pistolet à peinture, clé à chocs 1″, plusieurs postes simultanés |
| Atelier professionnel léger | 200 – 300 L | 25 – 45 m³/h | 10 – 11 bars | Clé à chocs ½”, soufflette, gonflage, petite clé à rochet, graissage |
| Bricolage intensif / Semi-pro | 100 L | 15 – 25 m³/h | 10 bars | Cloueuse, agrafeuse, gonflage, petite clé à chocs |
Prenons deux exemples concrets. Un atelier de mécanique automobile qui utilise une clé à chocs ½” (400 L/min) et une soufflette, avec des cycles d’utilisation courts. Un compresseur de type MASTER PRO MP35/270, avec ses 23,6 m³/h (393 L/min) de débit restitué et sa cuve de 270 litres, est bien dimensionné pour cette configuration en usage semi-continu. Le débit couvre l’outil le plus gourmand, et la cuve tampon compense amplement les appels d’air intermittents.
Maintenant, imaginez un atelier de carrosserie qui doit alimenter un pistolet à peinture à 350 L/min en continu et une ponceuse à 300 L/min. La demande simultanée grimpe à 650 L/min. Avec une marge de 30%, le besoin réel approche les 850 L/min, soit 51 m³/h. Le choix se porte alors sur une station comme le PRODIF 500L 7,5CV avec son débit restitué de 44,2 m³/h, mais attention : celui-ci serait sous-dimensionné pour un usage simultané intense. Pour cet atelier, le PRODIF 500L 10CV, qui restitue plus de 60 m³/h, devient la cible à privilégier. Le sous-dimensionnement est l’ennemi : il force le moteur à tourner en continu, fait chuter la pression en sortie — la peinture devient granuleuse — et tue le compresseur prématurément.
Les compresseurs triphasés recommandés par segment d’usage
Les modèles qui suivent sont choisis pour leur présence sur le marché français, la réputation de leurs marques et la pertinence de leurs caractéristiques techniques pour des usages professionnels exigeants. Il ne s’agit pas d’un classement, mais d’une sélection représentative par typologie d’utilisation. Les prix et les stocks évoluent vite : vérifiez toujours la disponibilité chez votre distributeur habituel au moment de l’achat.

Compresseurs bi-étagés : pour les usages intensifs et la peinture
Ces modèles embarquent une compression en deux étapes, gage d’un rendement supérieur et d’un air plus sec à la sortie. Ce sont les partenaires privilégiés pour la peinture ou les applications très gourmandes.
PRODIF 270 Litres 5,5CV Bi-Étage (FF035310200)
Voici un modèle au bloc fonte réputé, sur une cuve de 270 litres. Avec son moteur 5,5 CV (4 kW) en triphasé 400V, il délivre un débit restitué de 29,5 m³/h sous 11 bars. Son bloc basse vitesse (400 tr/min pour le compresseur) limite l’usure et le bruit. Un choix solide pour un atelier mécanique avec une utilisation intense, où l’on a besoin d’une pression constante sans faire cycler le moteur en permanence. Son entretien, comme sur tout compresseur à courroie, passera par une vidange d’huile biannuelle et un contrôle régulier du filtre d’admission.
PRODIF 500 Litres 10CV Bi-Étage (FF069511300)
On grimpe ici à une cuve de 500 litres en acier, entraînée par un moteur de 10 CV (7,5 kW). Le débit restitué est annoncé à environ 61,8 m³/h à 7 bars. C’est une station fixe, conçue pour ne pas bouger et pour alimenter un véritable réseau d’air. Ce modèle trouve sa place dans un atelier où plusieurs postes travaillent en simultané, comme une menuiserie industrielle ou un centre de réparation poids lourds. Sa tête de compression K50 est faite pour durer.
NUAIR 500 Litres Moteur Triphasé 7,5 CV Bi-Étage
Concurrent direct du précédent, ce Nuair avec son moteur 7,5 CV (5,5 kW) et sa cuve de 500 litres offre un débit réel de 51 à 54 m³/h à 11 bars. La marque Nuair est une référence sur le marché professionnel français, et ce modèle, de conception bi-étagée avec des cylindres en fonte et une tête en aluminium, est une excellente alternative pour un atelier de carrosserie ou une menuiserie. Le constructeur recommande un dégagement d’au moins un mètre autour de l’appareil pour garantir un refroidissement optimal et une installation électrique dédiée protégée par un disjoncteur adapté.
Compresseurs d’atelier pro : des stations robustes pour travail continu
Ce segment regroupe des compresseurs mono-étagés robustes, conçus pour des cycles de travail soutenus, en maintenance ou en production.
MASTER PRO MP35/270 : Compresseur Fixe Courroie 270L, 5,5 CV
Ce modèle est taillé pour la polyvalence. Son bloc tricylindre en fonte, entraîné par courroie, tourne à basse vitesse (1190 tr/min) pour délivrer un débit restitué de 23,6 m³/h à 10 bars. Avec sa cuve de 270 litres, c’est un choix pertinent pour un atelier de maintenance générale où l’on utilise une clé à chocs, un gonfleur, mais rarement plusieurs outils très gourmands en même temps. Sa construction en fonte et sa triple segmentation témoignent d’une conception orientée longévité.
ABAC L30P : Compresseur à Piston pour Travaux de Peinture de Précision
La gamme PRO d’ABAC est connue pour sa fiabilité. Ce modèle, spécifiquement cité pour les travaux de peinture de précision en carrosserie, se distingue par une tête de compression robuste et un fonctionnement étudié pour fournir un flux d’air stable et propre, condition sine qua non pour un glaçage parfait. Un atout pour le professionnel qui ne peut pas se permettre le moindre à-coup de pression ou micropollution dans son air.
PRODIF 500L 7,5CV Triphasé 52m3/h : Montage Stationnaire
Avec sa cuve de 500 litres, son moteur 7,5 CV (5,5 kW) et son débit restitué de 44,2 m³/h sous 11 bars, ce compresseur bi-cylindre et bi-étagé est un choix technique intéressant pour un garage ou un petit atelier de production. Il offre une belle réserve d’air pour alimenter un ou deux outils en continu sans chute de pression, tout en restant dans une gamme de puissance accessible. Sa vitesse de rotation de 1 200 tr/min le classe dans les compresseurs rapides ; l’entretien des courroies sera donc à surveiller de près.
Le triphasé en pratique : installation électrique et compatibilité
Un compresseur triphasé, c’est un investissement mécanique, mais aussi une installation électrique à ne pas prendre à la légère. La sécurité des personnes et la durée de vie du matériel en dépendent.
Règles de câblage et protections pour une installation triphasée
L’installation doit impérativement respecter la norme NF C 15-100. Avant même de déballer la machine, vous devez avoir un circuit dédié, protégé et correctement dimensionné. Voici les points sur lesquels vous devez être intransigeant.
Premièrement, la section du câble d’alimentation. Pour un moteur triphasé 400V, l’intensité se calcule avec la formule I = P / (√3 × U × cos φ), où le cos φ (facteur de puissance) est d’environ 0,85. Concrètement, pour une intensité allant jusqu’à 10 A, une section de cuivre de 2,5 mm² peut suffire sur une courte distance. Pour une intensité entre 10 A et 16 A — c’est le cas typique d’un moteur de 7,5 CV —, passez à 4 mm². Au-delà de 16 A, un câble de 6 mm² est le minimum. Si la distance entre le tableau et le compresseur dépasse 25 mètres, augmentez la section pour limiter la chute de tension, qui ne doit pas excéder 5 % selon la norme.

Deuxièmement, la protection. Un simple disjoncteur standard ne convient pas. Un moteur électrique génère un courant d’appel au démarrage pouvant atteindre 7 fois son courant nominal. Il faut donc un disjoncteur à courbe D, dimensionné pour tolérer cette pointe sans déclencher, et calibré à au moins 1,25 fois l’intensité nominale du moteur. Un moteur de 16,5 A nominal nécessitera un disjoncteur D 20 A. Protégez l’ensemble avec un interrupteur différentiel de type A, 30 mA, pour la protection des personnes. Enfin, exigez une mise à la terre de qualité, avec une résistance vérifiée idéalement inférieure à 100 ohms. Parfois, les anciennes installations industrielles ne comportent pas de neutre distribué ; votre électricien saura vous le confirmer. Le coût moyen constaté pour tirer une ligne dédiée avec ces caractéristiques se situe entre 150 € et 300 €, main-d’œuvre comprise. Ce budget peut doubler en cas de configuration complexe ou de tableau vétuste.
Peut-on brancher un compresseur triphasé sur du monophasé ?
C’est la question qui revient le plus souvent en atelier, et la réponse est oui… mais.
Oui, c’est techniquement faisable en utilisant un convertisseur de fréquence (ou variateur), un appareil électronique qui va recréer un courant triphasé 400V à partir de votre prise monophasée 220V. Mais le « oui » s’arrête vite face aux conséquences pratiques. Le convertisseur vous coûtera entre 500 € et 2 000 € selon la puissance du compresseur. Ensuite, et c’est le point le plus critique, vous perdrez environ 20 à 30 % de la puissance moteur. Votre compresseur 10 CV en fournira 7. Pire, le moteur, qui n’est pas conçu pour être alimenté par une onde reconstituée de manière imparfaite, va chauffer davantage et son isolation va vieillir prématurément, réduisant sa durée de vie.
Cette solution est un palliatif acceptable pour un test occasionnel ou un dépannage, mais pas pour le fonctionnement quotidien d’un atelier professionnel. Si votre local n’a pas le triphasé, la seule option viable à long terme est de demander à ENEDIS un raccordement au réseau triphasé. C’est un investissement, certes, mais il est rentabilisé par la fiabilité, le rendement et la longévité de vos machines.
Checklist de sécurité avant le premier branchement 400V
Avant même d’appuyer sur le bouton vert, suivez cette checklist. Elle peut vous éviter un drame électrique ou une casse mécanique.
- ☐ Vérification de la tension du réseau : contrôlez avec un multimètre que vous avez bien 400V ± 10% entre phases. Une tension trop basse peut faire caler le moteur en charge.
- ☐ Test du disjoncteur différentiel : votre ligne doit être protégée par un interrupteur différentiel de type A, 30 mA. Appuyez sur le bouton test pour vérifier son bon fonctionnement.
- ☐ Contrôle de la prise de terre : mesurez la résistance de la terre par rapport au neutre. Elle doit impérativement être inférieure à 100 Ω. Une terre défaillante, c’est un danger de mort.
- ☐ Section de câble conforme : vérifiez la section de cuivre. Pour une ligne dédiée ≤ 25m, le minimum est de 2,5 mm² pour un moteur ≤ 10A (env. 5,5 CV), et 4 mm² pour un moteur jusqu’à 16A (env. 10 CV).
- ☐ Contrôle du sens de rotation du moteur : après un premier démarrage bref, coupez l’alimentation et vérifiez que le volant du moteur tourne dans le sens de la flèche indiquée sur le carter. Une inversion de phase peut détruire la pompe en quelques secondes.
- ☐ Serrage des connexions électriques : toutes les bornes, dans la prise, le disjoncteur et le bornier du moteur, doivent être serrées au couple prescrit.
- ☐ Carter de courroie en place : ne parlez jamais au compresseur en marche ! Le carter de protection de la courroie et du volant doit être fixé solidement avant toute mise sous tension.
Vos questions sur les compresseurs triphasés

Quelle est la différence entre un compresseur monophasé et un compresseur triphasé ?
La différence réside dans l’alimentation électrique. Le monophasé fonctionne en 220V domestique, ce qui limite sa puissance à environ 5 CV. Le triphasé utilise 400V, autorisant des puissances bien supérieures pour un service continu en atelier. Le courant triphasé offre un meilleur rendement moteur et évite les chutes de tension à forte charge, là où le monophasé serait défaillant.
Quelle est la puissance d’un compresseur triphasé ?
La puissance varie de 3 CV (2,2 kW) pour les petits modèles mobiles d’atelier à plus de 15 CV (11 kW) pour les stations industrielles. La majorité des compresseurs professionnels se situent entre 5,5 et 7,5 CV (4 à 5,5 kW), offrant des débits utiles compris entre 20 et 50 m³/h, ce qui couvre la plupart des besoins d’un garage ou d’un atelier de menuiserie.
Qu’est-ce qu’un compresseur à air triphasé ?
C’est un compresseur dont le moteur électrique est spécifiquement conçu pour être alimenté par un courant triphasé 400 V. Ce type d’alimentation, standard dans les zones artisanales et industrielles, permet de démarrer et de faire fonctionner des moteurs beaucoup plus puissants et coupleux qu’en monophasé, ce qui est idéal pour des besoins en débit d’air soutenu.
Quels sont les 3 types de compresseurs ?
Les trois grandes familles sont les compresseurs à piston, omniprésents en atelier pour leur robustesse ; les compresseurs à vis, utilisés dans l’industrie pour des débits très élevés et un fonctionnement continu ; et les compresseurs centrifuges ou à palettes, réservés aux applications spécifiques demandant un air parfaitement exempt d’huile, comme l’air respirable ou l’agroalimentaire.
Peut-on brancher un compresseur triphasé sur du monophasé ?
Oui, à l’aide d’un convertisseur de fréquence qui transforme le 220V monophasé en 400V triphasé. Toutefois, cette solution entraîne une perte de puissance d’environ 30%, un surcoût non négligeable et une usure accélérée du moteur qui chauffe plus. Elle est fortement déconseillée pour un usage professionnel permanent ; c’est une solution de dépannage, pas de production.
Pour aller plus loin : optimisez la durabilité de votre compresseur triphasé
Un compresseur triphasé professionnel est un investissement qui, bien entretenu, peut vous accompagner plus de 15 ans sans faiblir. La longévité se joue sur des gestes simples et systématiques.
Parlons d’abord de l’entretien mécanique. Sur un compresseur à piston, la vidange d’huile est le geste sacré. Effectuez-la toutes les 500 heures de fonctionnement pour un usage intensif, ou au minimum une fois par an. Vérifiez le niveau d’huile chaque semaine et nettoyez le filtre d’admission d’air aussi souvent que l’environnement est poussiéreux. La purge du réservoir, elle, est indispensable pour évacuer la condensation qui, en s’accumulant, rouille la cuve de l’intérieur. Un petit geste hebdomadaire au robinet de purge, en fin de journée, suffit.
Ensuite, la transmission. Contrôlez la tension et l’usure de la courroie une fois par mois. Une courroie qui patine, c’est de la puissance perdue et un échauffement inutile. Trop tendue, elle fatigue les roulements du moteur et du bloc compresseur.
Enfin, pour les applications exigeantes comme la peinture, investissez dans le traitement de l’air en aval. Un filtre déshydrateur et un régulateur de pression ne sont pas des options. Ils garantissent un air sec et parfaitement propre, sans micro-gouttelettes d’huile ou d’eau qui ruineraient votre travail. Faites vérifier une fois par an par un professionnel toutes les connexions électriques et le serrage des éléments du moteur. C’est un petit budget pour une tranquillité totale. Avec ces attentions, votre station d’air comprimé restera le cœur fiable de votre atelier.
